



The race to secure domestic rare earth element supplies has reached a critical juncture. The U.S. Department of Defense has designated rare earth processing as a national security priority, while China controls 90% of global processing capacity. For North American project developers, this creates both urgency and opportunity.
But opportunity doesn't guarantee success. As projects advance from exploration through feasibility toward production, each faces the same fundamental question: Can we process this economically?
The answer begins with a processing step that determines everything downstream: physical beneficiation through gravity concentration.
The Processing Bottleneck
Consider MP Materials' Mountain Pass facility in California, the only operating U.S. rare earth mine. It produces approximately 15% of global rare earth concentrate, yet ships this material overseas for processing. Why? Because rare earth processing economics depend on achieving high-grade concentrates before expensive chemical extraction begins.
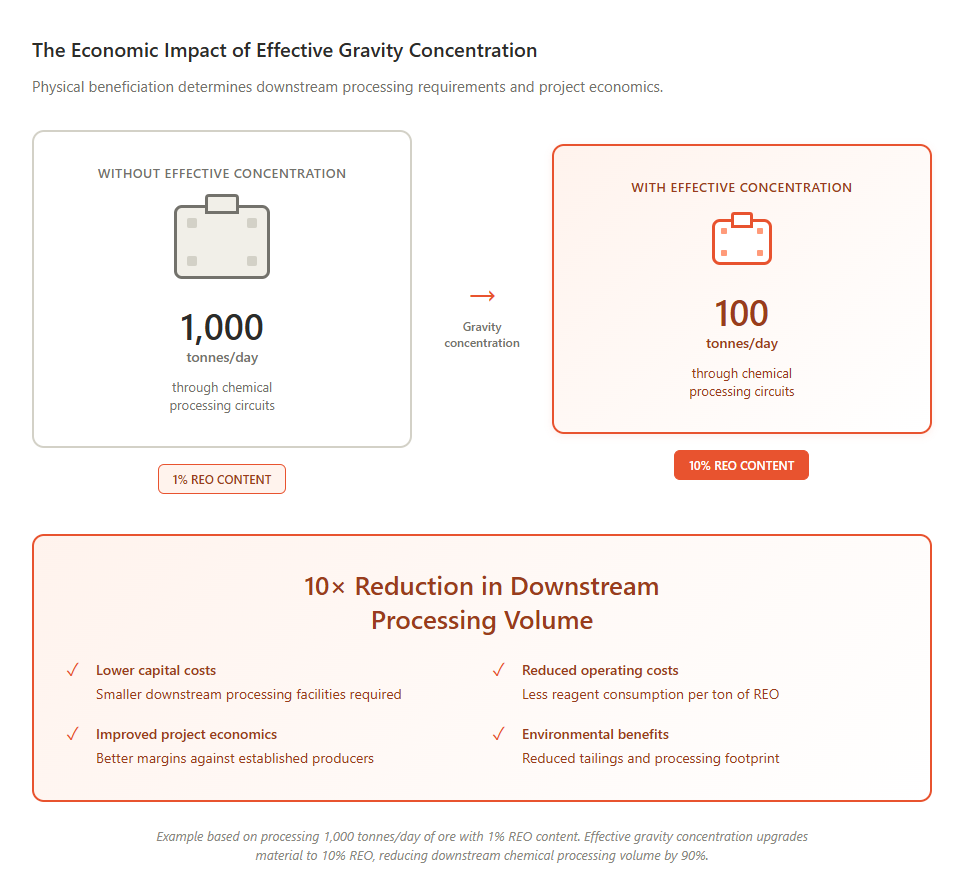
Effective gravity concentration can increase from 1% to 10% rare earth content. For a project processing 1,000 tons per day, this means downstream circuits handle 100 tons instead of 1,000, a tenfold reduction in capital costs, operating costs, and reagent consumption. For projects competing with established Chinese operations, this efficiency isn't optional.
The Separation Challenge
Rare earth elements occur in minerals like Monazite dispersed through heavy mineral sands alongside zircon, ilmenite, and rutile. The challenge becomes clear when examining their specific gravities:
- Monazite (REE-bearing): 4.9-5.3 g/cm³
- Zircon: 4.7 g/cm³
- Ilmenite: 4.5-5.0 g/cm³
- Rutile: 4.2-4.3 g/cm³
Traditional mineral processing easily separates materials with specific gravity differences of 1.0 or more. Rare earth operations demand precision separation with narrow density differences.
When density differences are this small, equipment design becomes critical.
Why Recovery Rates Matter
This narrow separation window means differences in table geometry, riffle configuration, and head motion characteristics create measurable impacts on recovery rates, and recovery rates directly determine project economics.
For rare earth projects operating on tight margins, even modest improvements in recovery translate directly to bottom-line results. The difference between adequate recovery and optimized recovery can represent hundreds of tons of rare earth oxides annually, affecting capital efficiency, operating costs, environmental footprint, and competitive position against established producers.
Higher recovery rates mean:
- Capital efficiency: Higher-grade concentrates require smaller downstream processing plants
- Operating costs: Less material through chemical circuits reduces reagent consumption
- Environmental performance: Reduced tailings volumes and smaller processing facilities improve permitting outcomes
- Competitive advantage: Superior recovery provides cost advantages against established foreign operations
- Technical confidence: Proven physical beneficiation performance reduces risk before major capital deployment
Proven Technology, Critical Design Differences
Beach placer deposits have been successfully processed at commercial scale for decades to recover heavy mineral suites including ilmenite, rutile, zircon, and monazite. Operations in the Philippines, India, Australia, Senegal, and Madagascar have refined gravity concentration technology through extensive commercial-scale processing experience.
This history proves the fundamental technology works. But not all concentrating tables deliver the same results when separating minerals with similar specific gravities.
Key design factors create measurable performance differences:
- Deck geometry determines pulp flow patterns and stratification paths. Different configurations provide different separation characteristics.
- Working riffle area in the intermediate gravity zone directly affects separation thoroughness. More effective area means more opportunity to separate closely-graded minerals.
- Riffle configuration affects how particles fan out. Thinner riffles can allow better particle spreading and sharper separations.
- Head motion characteristics fundamentally affect stratification efficiency. More sophisticated motion systems create better density-based separation.
- Adjustability allows optimization for specific feed characteristics: stroke length, frequency, deck angle, water flow.
For rare earth applications where minerals cluster within a narrow specific gravity range, these design elements aren't refinements; they determine whether projects achieve the recovery rates needed for commercial success.
Looking Ahead
The alignment of government support, market demand, and strategic priority creates unprecedented opportunity for North American rare earth projects. Success requires demonstrating economic viability, and that begins with maximizing recovery in physical beneficiation.
More than a century of commercial-scale heavy mineral sands processing demonstrates that gravity concentration can successfully separate rare earth minerals. The question for project developers: Which equipment design provides optimal performance for your specific mineralogy?
Advancing a rare earth project toward production?
Since 1906, Deister Concentrator has supplied gravity concentration equipment to heavy mineral sands operations worldwide, processing minerals requiring precision separation based on small specific gravity differences.
Our team can discuss your specific deposit characteristics, mineralogy, and processing objectives.

